视觉点胶机如何进行正确点胶
 2020-12-25
2020-12-25
 [3171]
[3171]
在使用视觉点胶机的时候,正确点胶至关重要,很多客户在购买设备之后点胶操作并不正确,导致产品做出来达不到理想效果,迈伺特的售后工作人员往往耐心的教大家怎么才能正确点胶,在这里小迈也提醒大家,一定要注意这个问题,不能轻视,不然使用视觉点胶机就没意义了。
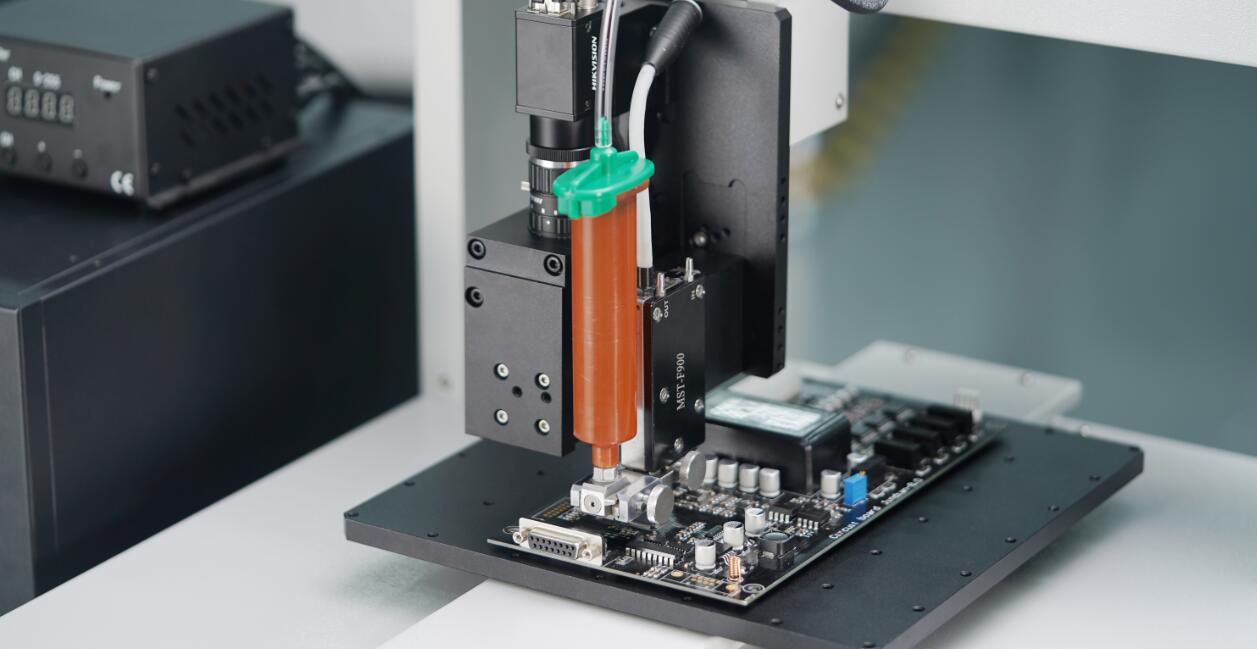
视觉点胶机的点胶压力(背压)迈伺特所用点胶机采用螺旋泵供给高精密点胶针头胶管采取一个压力来保证足够胶水供给螺旋泵。背压压力太大的话容易造成胶水溢出、胶量过多;如果压力太小则会出现点胶断续现象,漏点,从而造成缺陷。所以我们应该根据不同品质的胶水、工作环境温度来选择压力。如果环境温度高则会使胶水粘度变小、流动性变好,这时需调低背压就可保证胶水的供给,反之亦然。
大家要记住视觉点胶机的点胶量的大小根据工作经验,胶点直径的大小应为焊盘间距的一半,贴片后胶点直径应为胶点直径的1.5倍。这样就可以保证有充足的胶水来粘结元件又避免过多胶水浸染焊盘。点胶作业中点胶量多少由螺旋泵的旋转时间长短来决定,实际中我们应根据生产情况(室温、胶水的粘性等)选择泵的旋转时间。
最后一点就是视觉点胶机的点胶针头大小在工作实际中,针头内径大小应为点胶胶点直径的1/2,点胶过程中,以PCB电路板点胶为例:应根据PCB上焊盘大小来选取高精密点胶针头,焊盘大小相差不大,可以选取同一种针头,但是对于大小相差悬殊的焊盘就要选取不同针头来点胶,这样既可以保证胶点质量,又可以提高生产效率。